In Which Sectors Are Coil Transport Pallet Trucks Used?
We know very well that not all loads are created equal in the business world. Standard pallet trucks designed for flat pallets are inadequate for handling round or cylindrical coils, rolls, and reels. This is where specially designed coil handling pallet trucks come into play. These specialized vehicles are more than just a piece of handling equipment; they are a strategic investment that enhances operational safety and efficiency.
What's the Difference from a Standard Pallet Truck?
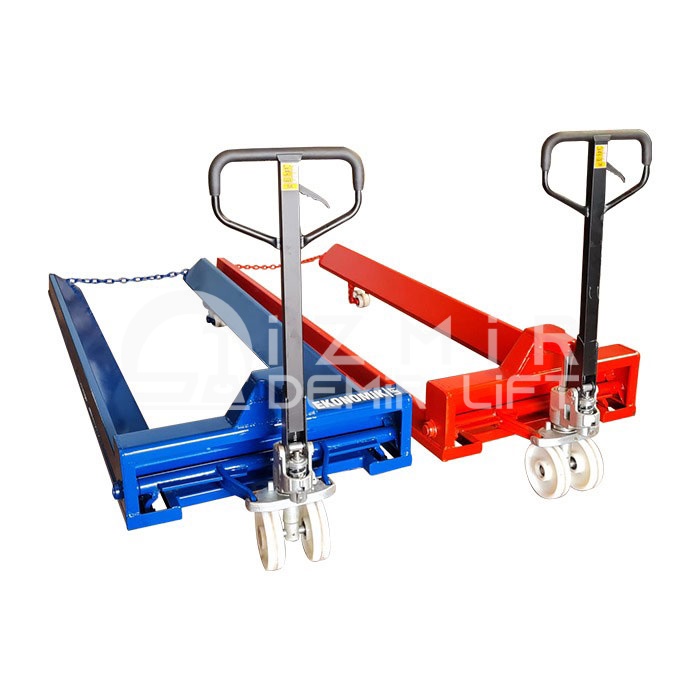
The most noticeable difference at a glance is the shape of the pallet truck's forks. Unlike the straight and parallel forks of traditional pallet trucks, the forks of coil handling pallet trucks have a V-shaped design. This V-shaped slot ensures a perfect fit for the coil and prevents it from slipping or tipping during transport. This design ensures the safe handling of heavy and unstable coils while also eliminating the risk of product damage.
These pallet trucks generally have a carrying capacity between 1000 kg and 2500 kg and are manufactured with various fork widths depending on the diameter of the coil. Some advanced models feature a hydraulic lifting system, allowing you to easily lift heavy coils off the ground. The maneuverability of most models allows them to be easily maneuvered between production lines or even in cramped warehouses.
Which Sectors Are They Essential For?
Coil handling pallet trucks are critical for a wide variety of industries where round loads are central to their operations. Here are some of the sectors where these pallet trucks are most commonly used:
1. Printing and Packaging Industry: Printing machines are constantly fed with large rolls of paper. These rolls can sometimes weigh tons. A coil handling pallet truck makes it extremely safe and quick for the operator to load a new roll into the machine. Performing this operation with a straight-fork pallet truck poses a significant risk to both the operator and the delicate machinery. Businesses producing film and packaging materials also utilize these specialized pallet trucks to transport rolls from the production line to the warehouse.
2. Textile Industry: The production and storage of materials such as yarn, fabric, or carpet rely on the handling of large bobbins and rolls. In a textile factory, bobbins must be constantly moved from the storage area to the production line and from there to the shipping department. Coil handling pallet trucks prevent product damage during this intense workflow while also reducing employee physical fatigue. Because round loads are virtually impossible to handle manually, these pallet trucks are the lifeblood of this industry.
3. Metal Industry: Transporting steel, aluminum, and other metals in coils or reels is one of the industry's most important logistics operations. These coils can sometimes weigh several tons. Coil handling pallet trucks have a specially reinforced structure to safely lift and transport these heavy and potentially hazardous loads. This minimizes the risk of coil damage or overturning during operation.
4. Cable and Pipe Industry: Products such as electrical cables, wires, and hoses are wound in large spools. Transporting these heavy spools from production to the warehouse or shipping area presents a significant logistical challenge. Coil handling pallet trucks facilitate this process by entering the spools through the gap in their center and safely gripping them. They are an ideal solution for handling these loads that a standard pallet truck cannot lift.
Other Benefits of Using a Coil Pallet Truck
- Increases Work Safety: The unstable nature of round loads can lead to workplace accidents when handled manually or with standard equipment. The V-shaped fork stabilizes the load, eliminating the risk of falls and crushing.
- Prevents Product Damage: Coils of delicate materials, such as paper and fabric, can deform or tear when placed on a flat surface. These pallet trucks maintain the coil's shape, ensuring product quality.
- Increases Operational Efficiency: Speeds up loading and unloading processes. Operators can focus directly on handling the load rather than worrying about securing it. This saves time and labor.
If your business operates in industries such as printing, textiles, metal, or cable and requires regular handling of coils or rolls, a coil pallet truck is not a luxury, but a necessity. These specialized trucks do more than just transport products, maximizing your work safety, product quality, and overall operational efficiency. By working with the right equipment, you can both simplify your work and save costs in the long run.